Newsletter
MGP Reporter – August 2018
August 15, 2018MGP Conference 2019 – Call for Abstracts is Open: Learn more here.
Coal Tar and Creosote: Characteristics and Remedial Considerations:
Jeff Holden, GEI Consultants, Inc.
Introduction
Creosote and coal tar are two coal-derived chemical mixtures that are commonly encountered in the environmental remediation arena. Coal tar is a byproduct of the coal gasification process that is applied to convert coal into coke and natural gas. Creosote is a distillate of coal tar, and therefore contains many chemical components of the coal tar. Both materials are in a liquid state under typical environmental conditions, and when released into the environment in sufficient quantities can be found as non-aqueous phase liquids (NAPL). Coal tar NAPL is often encountered at former Manufactured Gas Plan (MGP) sites and at facilities where coal tar was further processed into other materials. Creosote NAPL is typically associated with historically-operated wood-treating sites that used creosote as a preserving agent. The remainder of this article discusses some of the differences in the origin and properties of these two materials, and some factors that can affect the remediation processes at impacted sites.
Origins and Properties
Each ton of coal processed to gas and coke also yielded approximately 8.8 gallons of coal tar. Physically, coal tars are typically dark-colored viscous liquids or semi-solids. Chemically, they are complex mixtures of polycyclic aromatic hydrocarbons and phenols, as well as other heterocyclic oxygen, sulfur, and nitrogen compounds. Benzene is also present in many coal tars. A wide range of variability exists in the physical properties and chemical composition due to the many variables that influence the process by which the coal tar is generated (e.g., the type of coal used, the specific carbonization procedure used, the points in the process at which the coal tar is generated, and the time that it may have weathered in the subsurface environment).
Coal tar generated by the manufactured gas and coke industries was often collected and sold to other industries, such as roofing and wood preservation. Coal tar processing facilities also existed that distilled and processed coal tar into various formulations and products. One of those products – coal tar creosote – was formed by distillation of the coal tar. Coal tar creosote (differing in origin from a similar product referred to as wood creosote generated from wood products rather than coal) is a dark oily liquid consisting or PAHs, anthracene, naphthalene, and phenanthrene derivatives. While broad variability exists based on material origins and distillation processes, at least 75 to 85% of coal tar creosote is comprised of PAHs, with 2 to 17% phenolics (ATSDR 2002).
Physical Properties
Based on their common origins, coal tars and creosote are chemically similar in that they are variable mixtures of coal-derived constituents comprised primarily of PAHs. Not surprisingly, the two materials have largely similar physical properties. The following table summarizes certain physical properties of coal tar and creosote based on a broad (albeit not exhaustive) sampling of internet-based documents and site-specific testing at project sites.
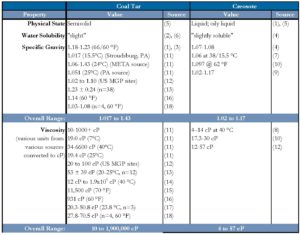
As shown in the table, both materials are generally described as having “slight” solubility in water. Coal tar is characterized as a “semisolid” material whereas creosote is considered a “liquid” or “oily liquid.” The tendency to classify coal tar as a semisolid is likely a function of its viscosity. As shown on the table, coal tar can exhibit a broad range of viscosity, ranging from 10 to over one million centipoise (cP). As a point of comparison, water typically has a viscosity of 1-5 cP, maple syrup is 150-200 cP, honey is 2000-3000 cP, and peanut butter is 150,000-200,000 cP. Based on this scale, coal tar can be found at viscosities ranging from nearly water to even more viscous than peanut butter. Viscosity data for creosote, albeit a smaller dataset, ranges from 4 to 57 cP. The viscosity ranges for the two materials overlap, but also suggest that coal tar can exhibit a broader range of viscosity whereas creosote is typically at the lower end of the viscosity scale. Therefore, viscosity of the materials may be an important factor affecting NAPL migration potential in an environmental setting.
The table also indicates a broader range of specific gravity results for coal tar than for creosote. Values for coal tar range from 1.017 to 1.43 and values for creosote represent a narrower range of 1.02 to 1.17. In both cases the materials are slightly denser than water, such that they are present as dense NAPL (DNAPL) in an environmental setting. This means they will sink beneath the water table when site conditions allow. Note that the ability for the DNAPL to migrate vertically at a site is not simply a function of specific gravity, but also dependent upon soil and rock properties and other site and NAPL properties (e.g., NAPL mass, head, and pore-entry pressures, etc.). Regardless, the fact that their specific gravities are denser than water means that both materials can migrate vertically below the water table and this must be considered when evaluating remedial strategies.
Remedial Considerations
From the remediation perspective, coal tar and creosote exhibit many similar characteristics. Having similar chemical profiles, they represent similar human health and ecological risk profiles and common risk drivers. For a given setting, environmental fate and transport considerations would also be largely similar (e.g., the presence of NAPL can serve as a source of dissolved PAHs to groundwater). They are also amenable to similar investigation methods and remedial technologies and, where needed, treatment technologies.
The substantial similarities notwithstanding, there are also some differences (or potential differences) that may affect remedial evaluation and implementation at coal tar versus creosote sites. These include:
- Because it’s generally less viscous, creosote is susceptible to increased migration potential for a given hydrogeologic setting, and may be able to travel long distances in fractured media. Conversely, the lower viscosity makes it potentially more amenable to collection in trenches and wells.
- The wide range of coal tar densities and viscosity can lead to variable migration potential. Even within a given site, migration potential may vary depending on where the coal tar was generated in the gasification process and how it was managed beyond its point of generation. More viscous or hardened coal tar may be more susceptible to excavation technologies than a liquid creosote with higher migration potential.
- Coal tar has a tendency to express at the surface with sufficient source mass and under the right field conditions. This results in surficial tar deposits (“tar boils”) that can reoccur or expand, and may represent an ongoing management issue if the source is not removed. The author has not encountered or heard of a similar phenomenon occurring for creosote.

Photograph of a relatively fresh tar boil expressed above an asphalt surface. The tackiness of the fresh tar has caused trash to adhere. This tar boil appeared after nearly 10 years of monitoring without a tar boil occurring at this location.

Photograph of a weathered tar boil that expressed above asphalt and then hardened to a near-solid with a non-tacky surface.
- Creosote can be a listed Hazardous Waste under the federal Resource Conservation and Recovery Act (RCRA). Unused or off-specification creosote can carry a U051 waste code, and wastes impacted by wood-preserving processes at facilities that use creosote can carry an F034 waste code. Bottom sludges from the treatment of wastewaters at wood-treating facilities that use creosote could also carry K001 code. Conversely, coal tar is not a listed waste under RCRA, although it may exhibit characteristics such as toxicity based on benzene. Should any of the listed characterization codes apply to creosote-impacted media at a site, it can substantially affect the remediation complexity and cost. State-specific listed waste code requirements may be more stringent, so be sure to confirm applicable regulations based on the site location and the disposal facility when offsite disposal is considered.
- Other constituents present at a site may be remediation drivers above and beyond the presence of coal tar or creosote. For example, many wood treating sites have mixed use histories of other preservatives, such as pentachlorophenol or arsenic-based compounds that add complexity to the overall remedial scope. Similarly, MGP sites often contain waste purifier media; such media often contains both coal tar and metals (not to mention the odor!) that must be addressed for remediation planning and implementation.
- Coal tar and creosote are sometimes used in combination as a wood preserver. For example, at a wood-treating site in Illinois, review of historical documents indicated that the facility used “grade 1 creosote” during parts of its operational history, but later switched to “60-40 creosote.” The 60-40 creosote was a mixture of 60 percent creosote with 40 percent coal tar. The 60-40 creosote mixture was in use at the site as of the late 1980s. The historical use of both mixtures at the site can mask any distinctions that may exist between the two materials when separately present.
Conclusion
For the most part, creosote is chemically and physical similar to coal tar. Their similar origins, physical characteristics, and chemical composition leads to similar risk profiles, applicable investigation techniques, and types of remediation that may be considered. For a site where either material (coal tar or creosote) is present as NAPL, the remedial approach is perhaps governed more so by the physical properties of the NAPL (and its interaction with the site media) than it is by the identity of the material. One exception to this, of course, is that a creosote material may carry listed waste codes that a physically and chemically similar coal tar would not carry. This can substantially increase the cost for remediation of a creosote material than might otherwise be required for coal tar in the same setting. In addition, the scope of remediation at a site may also be governed in part by other materials present due to the site’s use history.
For the practitioner accustomed to managing remediation of coal tar at MGP sites, the skill set would largely transition well to managing creosote impacts at a wood-treating site. In fact, the technical differences in remediating one material versus the other may be miniscule. The applicability of waste codes, the operational processes that resulted in waste distribution at the site, and the need to consider other potential-site-related constituents would likely be perceived as the more significant differences.
Chemical Watch
The website Chemical Watch – Global Risk and Regulation News, reported in October 2015 that the European General Court annulled part of a mandatory classification of the substance Pitch, Coal Tar, High Temp. (CTPHT), following an appeal by 18 companies.
CTPHT is the residue from the distillation of high-temperature coal tar. It is used mainly as an electrode binder for the aluminum and steel industry and to produce refractories.
The 18 companies appealed against the aquatic toxicity classification. One of their arguments was that the Commission had displayed a “manifest error of assessment” in classifying CTPHT on the basis of its constituents. The court agreed, saying the Commission failed to comply with its obligation to take into consideration all the relevant factors and circumstances
The Commission must pay its own costs and those of the 18 companies and one supporting company, involved in the case. Read more here.
Malaria and Coal Tar
According to the website ESTYLE, in 1863, in an attempt to produce a remedy for malaria, an English professor named William Henry Perkin created the first synthesized dye (mauve, of all colors) out of coal tar and changed the textile industry forever. We already know about coal tar and dyes. However, the malaria part of the story is not well known. If you are interested in the history of hair colorings, go here.

Photograph of creosote NAPL recovered in a sediment core.

Photograph of creosote NAPL expressing from a clay fracture along a test pit side wall.